錠片常見問題解析
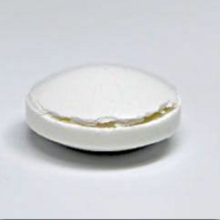
空氣無法順利排出,於錠劑頂端產生膨鬆區域,粉末無法順利結合。
成因分析:
- 空氣排量不足
- 壓縮時間不足
- 細粉末比例過多
- 深凹弧度模具
- 上銃與中模之配合公差

錠劑水平方向分裂成兩片或多片狀。
成因分析:
- 空氣排量不足
- 壓縮時間不足
- 細粉末比例過多
- 中模孔壁擴大

錠劑表面呈龜裂狀。
成因分析:
- 過度乾燥的粉末
- 錠劑超出壓縮極限

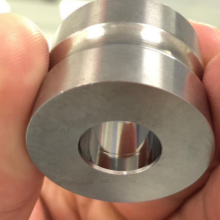
粉末附著或沾黏於銃模工作面,造成錠劑外表不完整。
成因分析:
- 銃模工作面的刮痕或損耗
- 潮濕的粉末與製造環境
- 壓力不足
- 潤滑劑不足
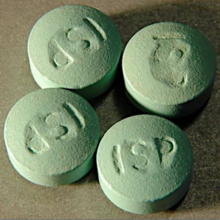
由於銃模工作面的雕刻形狀或字型而造成的黏模現象。
問題分析:
- 過於複雜的雕刻圖案
- 過多菱角的字體及數字
- 不適當的雕刻深度及寬度

圓型銃模的工作面雕刻形狀、字型或刻線在預壓時加壓過深,造成錠劑表面雙次加壓痕跡。
成因分析:
- 生產圓型錠時,預壓力過大
